GOST 6235-2020
Zwischenstaatlicher Rat für Standardisierung, Messtechnik und Zertifizierung
(MGS)
Zwischenstaatlicher Rat für Standardisierung, Messtechnik und Zertifizierung
(ISC)
Zwischenstaatlich |
GOST 2020 |
NICKELBLECHE UND -STREIFEN
Technische Bedingungen
Offizielle Ausgabe
GOST 6235-2020
Vorwort
Die Ziele, Grundprinzipien und allgemeinen Regeln für die Durchführung von Arbeiten zur zwischenstaatlichen Standardisierung werden durch GOST 1.0 "Zwischenstaatliches Standardisierungssystem. Grundlegende Bestimmungen" und GOST 1.2 "Zwischenstaatliches Standardisierungssystem. Zwischenstaatliche Standards, Regeln und Empfehlungen für die zwischenstaatliche Standardisierung. Regeln für Entwicklung, Annahme, Aktualisierung und Aufhebung" festgelegt.
Informationen zum Standard
1 ENTWICKELT VOM Technischen Komitee für Normung TC 106 "Walzen von Nichteisenmetallen", Aktiengesellschaft "Forschungs-, Konstruktions- und Ingenieurinstitut für Legierungen und Verarbeitung von Nichteisenmetallen" (JSC "Institut für Nichteisenmetallwalzung")
2 EINGEREICHT von der Bundesagentur für technische Regulierung und Metrologie
3 ANGENOMMEN vom Interstate Council for Standardization, Metrology and Certification (Protokoll vom 30. Juni 2020 Nr. 131-P)
Für die Annahme stimmten:
| Kurzname des Landes nach MK (ISO 3166) 004-97 | Ländercode nach MK (ISO 3166) 004-97 | Kurzname des nationalen Normungsgremiums |
Armenien Weißrussland Kirgisistan Tadschikistan |
BIN VON KG TJ |
Wirtschaftsministerium der Republik Armenien Staatlicher Standard der Republik Belarus Kirgisischer Standard Tadschikischer Standard |
5 STATT GOST 6235-91
Informationen über das Inkrafttreten (Außerkrafttreten) dieser Norm und ihrer Änderungen auf dem Gebiet der oben genannten Staaten werden in den Verzeichnissen der in diesen Staaten veröffentlichten nationalen Normen sowie im Internet auf den Websites der jeweiligen nationalen Normungsorganisationen veröffentlicht.
Im Falle einer Überarbeitung, Änderung oder Aufhebung dieser Norm werden die entsprechenden Informationen auf der offiziellen Website des Interstate Council for Standardization, Metrology and Certification im Katalog "Interstate Standards" veröffentlicht.
GOST 6235-2020
Inhalt
1 Geltungsbereich 1
2 Normative Verweisungen 1
3 Begriffe und Definitionen 3
4 Sortiment 3
5 Technische Anforderungen 6
6 Annahmeregeln 7
7 Kontroll- und Prüfmethoden 9
8 Verpackung, Kennzeichnung, Transport und Lagerung 10
Anhang A (informativ) Dicke und theoretisches Gewicht von 1 m² warmgewalzter Bleche
und warmgewalzte und kaltgewalzte Bänder 12
GOST 6235-2020
ZWISCHENSTAATLICHER STANDARD
NICKELBLECHE UND -STREIFEN
Technische Bedingungen
Streifen und Bänder aus Nickel. Spezifikationen
Datum der Einführung - 2021-04-01
1 Geltungsbereich
Diese Norm gilt für warmgewalzte Nickelbleche sowie warm- und kaltgewalzte Bänder (Bleche und Bänder), die in verschiedenen Industriezweigen verwendet werden.
2 Normative Verweisungen
Dieser Standard verwendet normative Verweise auf die folgenden zwischenstaatlichen Standards:
GOST 166 (ISO 3599-76) Messschieber. Spezifikationen
GOST 427 Messen von Metalllinealen. Technische Bedingungen
GOST 492 Nickel, Nickel und Kupfer-Nickel-Legierungen durch Druck verarbeitet. Marken
GOST 1497 (ISO 6892-84) Metalle. Zugprüfverfahren
GOST 2991 Nicht zusammenklappbare Holzkisten für Lasten bis 500 kg. Allgemeine Spezifikationen
GOST 3282 Allzweck-Stahldraht mit niedrigem Kohlenstoffgehalt. Spezifikationen
GOST 3560 Stahlverpackungsband. Technische Bedingungen
GOST 6012 Nickel. Methoden der chemisch-atomaren Emissionsspektralanalyse
GOST 6507 Mikrometer. Spezifikationen
GOST 6689.1 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Kupfer
GOST 6689.2 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Nickel
GOST 6689.3 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung der Menge an Nickel und Kobalt
GOST 6689.4 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Zink
GOST 6689.5 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Eisen
GOST 6689.6 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Mangan
GOST 6689.7 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Silizium
GOST 6689.8 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Aluminium
GOST 6689.9 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Kobalt
GOST 6689.10 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Kohlenstoff
GOST 6689.11 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Wolfram
GOST 6689.12 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Magnesium
GOST 6689.13 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Arsen
GOST 6689.14 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Chrom
GOST 6689.15 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Antimon
GOST 6689.16 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Zink, Cadmium, Blei, Wismut und Zinn
Offizielle Ausgabe
1
GOST 6235-2020
GOST 6689.17 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Wismut
GOST 6689.18 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Schwefel
GOST 6689.19 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Phosphor
GOST 6689.20 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Blei
GOST 6689.21 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Titan
GOST 6689.22 Nickel, Nickel und Kupfer-Nickel-Legierungen. Methoden zur Bestimmung von Zinn
GOST 7376 Wellpappe. Allgemeine Spezifikationen*
GOST 7502 Messen von Metallbändern. Technische Bedingungen
GOST 7933 Karton für Verbraucherverpackungen. Allgemeine Spezifikationen
GOST 8273 Geschenkpapier. Technische Bedingungen
GOST 8828 Basispapier und zweischichtiges wasserdichtes Verpackungspapier. Technische Bedingungen
GOST 10198 Holzkisten für Fracht mit einem Gewicht von über 200 bis 20.000 kg. Allgemeine Spezifikationen
GOST 10510 (ISO 8490-86) Metalle. Erichsen-Extrusionsprüfverfahren für Bleche und Bänder
GOST 11358 Dickenmessgeräte und Wanddickenmessgeräte mit einem Teilungswert von 0,01 und 0,1 mm. Technische Bedingungen
GOST 13047.1 Nickel. Kobalt. Allgemeine Anforderungen an Analysemethoden
GOST 13047.2 Nickel. Kobalt. Methoden zur Bestimmung von Nickel in Nickel
GOST 13047.3 Nickel. Kobalt. Methoden zur Bestimmung von Kobalt in Kobalt
GOST 13047.4 Nickel. Kobalt. Methoden zur Bestimmung von Kobalt in Nickel
GOST 13047.6 Nickel. Kobalt. Methoden zur Bestimmung von Kohlenstoff
GOST 13047.7 Nickel. Kobalt. Methoden zur Bestimmung von Schwefel
GOST 13047.14 Nickel. Kobalt. Methoden zur Bestimmung von Wismut
GOST 13047.17 Nickel. Kobalt. Methoden zur Bestimmung von Eisen
GOST 13047.18 Nickel. Kobalt. Methoden zur Bestimmung von Arsen
GOST 14019 (ISO 7438:1985) Metallische Werkstoffe. Biegeprüfverfahren
GOST 14192 Kennzeichnung von Fracht
GOST 15102 Geschlossener Metallbehälter für allgemeine Zwecke mit einem nominalen Bruttogewicht von 5,0 t. Technische Bedingungen
GOST 15846 Produkte, die in die Regionen des Hohen Nordens und vergleichbare Orte geliefert werden. Verpackung, Kennzeichnung, Transport und Lagerung
GOST 18242 Statistische Abnahmeprüfung anhand eines alternativen Attributs. Kontrollpläne**
GOST 18321 Statistische Qualitätskontrolle. Methoden der Zufallsstichproben einzelner Produkte
GOST 18477 Universalbehälter. Typen, Hauptparameter und Abmessungen
GOST 20435 Geschlossener Metallbehälter für allgemeine Zwecke mit einem nominalen Bruttogewicht von 3,0 t. Technische Bedingungen
GOST 21140 Behälter. Dimensionssystem
GOST 21650 Mittel zur Befestigung von Stückgut in Transportverpackungen. Allgemeine Anforderungen
GOST 22225 Allzweckbehälter mit einem Bruttogewicht von 0,625 und 1,25 Tonnen. Technische Bedingungen
GOST 24047 Halbzeuge aus Nichteisenmetallen und deren Legierungen. Probenahme für Zugversuche
GOST 24231 Nichteisenmetalle und Legierungen. Allgemeine Anforderungen an die Probenahme und Vorbereitung von Proben für die chemische Analyse
GOST 24597 Pakete mit Stückgut. Grundparameter und Abmessungen
GOST 26653 Vorbereitung der Stückgutfracht für den Transport. Allgemeine Anforderungen
GOST 26663 Transportpakete. Bildung mit Verpackungsmitteln. Allgemeine technische Anforderungen
GOST 26838 Holzkisten und Latten. Normen für die mechanische Festigkeit
GOST 26877 Metallprodukte. Methoden zur Messung von Formabweichungen
GOST 33757 Flache Holzpaletten. Technische Bedingungen
* GOST R 52901-2007 "Wellpappe für Produktverpackungen. Technische Bedingungen" ist in Kraft.
** GOST R ISO 2859-1-2007 "Statistische Methoden. Stichprobenverfahren zur Prüfung anhand eines alternativen Attributs. Teil 1. Stichprobenpläne zur Prüfung aufeinanderfolgender Lose auf der Grundlage eines akzeptablen Qualitätsniveaus" ist in Kraft.
2
GOST 6235-2020
Hinweis: Bei der Anwendung dieser Norm empfiehlt es sich, die Gültigkeit der in Bezug genommenen Normen und Klassifikatoren auf der offiziellen Website des Zwischenstaatlichen Rates für Normung, Metrologie und Zertifizierung oder in den Verzeichnissen der nationalen Normen der im Vorwort genannten Länder oder auf den offiziellen Websites der jeweiligen nationalen Normungsorganisationen zu prüfen. Wenn ein undatierter Verweis auf ein Dokument angegeben ist, ist das zum jeweiligen Zeitpunkt gültige Dokument unter Berücksichtigung aller daran vorgenommenen Änderungen zu verwenden. Wenn ein in Bezug genommenes Dokument mit datiertem Verweis ersetzt wurde, ist die angegebene Version dieses Dokuments zu verwenden. Wenn nach der Verabschiedung dieser Norm eine Änderung an einem in Bezug genommenen Dokument mit datiertem Verweis vorgenommen wird, die eine Bestimmung betrifft, auf die verwiesen wird, ist diese Bestimmung ohne Berücksichtigung dieser Änderung anzuwenden. Wenn ein in Bezug genommenes Dokument ersatzlos gestrichen wird, ist die Bestimmung, in der darauf verwiesen wird, in dem Teil anzuwenden, der diesen Verweis nicht betrifft.
3 Begriffe und Definitionen
In dieser Norm werden die folgenden Begriffe und Definitionen verwendet:
3.1 Blech: Flaches Halbzeug mit rechteckigem Querschnitt, über 0,1 mm dick, hergestellt
rollen.
3.2 Streifen: Ein flaches Halbzeug mit rechteckigem Querschnitt und einem Längen-Breiten-Verhältnis von nicht
weniger als 5, mit einer Dicke von über 0,1 mm, hergestellt durch Walzen oder Schneiden von Blechen und Streifen.
3.3 Verdunkelung: Ein Defekt in Form einer durchgehend dunklen Oberfläche des Produkts.
3.4 Anlassfarben: Ein Oberflächendefekt, der ein schillernder Oxidfilm ist,
auf der glatten Oberfläche des Produkts vorhanden.
3.5 Spuren von unverbranntem Fett: Oberflächendefekt in Form von Flecken, Streifen, Tropfen und Flecken.
3.6 Grat: Ein Oberflächendefekt, der eine scharfe, gratförmige Erhebung darstellt oder
ein Metallstreifen, der an der Stelle, an der ein Barren oder Halbzeug geschnitten wird, spiralförmig gedreht ist.
3.7 Zunderwalzen: Ein Oberflächenfehler in Form von Einschlüssen von Zunderresten, die in die
Metalloberfläche während der Verformung.
3.8 Delamination: Ein Oberflächendefekt in Form einer Diskontinuität im Metall orientiert
entlang der Deformationsrichtung.
3.9 Riss: Ein Defekt in Form eines lokalen Bruchs im Metall von unterschiedlicher Größe, mit
Richtung.
3.10 Wölbung: Eine Formabweichung, bei der die Kanten eines Blechs oder Streifens in der Horizontalen
die Ebenen haben die Form eines Bogens.
3.11 Gefalteter, gewellter Rand: Ein Formfehler in Form eines lokalen gefaltenen Randes eines flachen Halbzeugs.
3.12 gerissene Kante: Ein Oberflächenfehler eines flachen Halbzeugs in Form eines Bruchs des Metalls entlang
Kanten.
3.13 Schnittschräge: Abweichung von der Rechtwinkligkeit, bei der die Schnittebene eine
Längsebenen von Metallprodukten in einem von 90° abweichenden Winkel.
4 Sortiment
4.1 Dicke und Breite von warmgewalzten Blechen sowie maximale Dickenabweichungen müssen den in Tabelle 1 angegebenen Werten entsprechen.
Tabelle 1 In Millimetern
| Blechdicke | Maximale Dickenabweichungen bei Blechbreite | ||
| 500 | 600, 700 | 800 | |
| 5,0 | 0 -0,40 |
- | - |
| 6,0 | 0 -0,45 | ||
7,0 8,0 |
0 -0,50 | ||
3
GOST 6235-2020
Ende der Tabelle 1 In Millimetern
| Blechdicke | Maximale Dickenabweichungen bei Blechbreite | ||
| 500 | 600, 700 | 800 | |
| 9,0 | 0 -0,50 |
0 -0,60 |
- |
| 10,0 | 0 -1,0 | ||
11.0 12,0 13,0 14,0 |
0 -0,80 |
0 -0,90 | |
15,0 16,0 17,0 |
0 -0,90 |
0 -1,0 |
0 -1,2 |
18,0 19,0 20,0 |
0 -1,2 |
0 -1,3 |
0 -1,5 |
| Hinweis: Auf Kundenwunsch werden warmgewalzte Bleche mit engeren maximalen Dickentoleranzen hergestellt. | |||
4.2 Die maximalen Abweichungen der Blechbreite müssen den in Tabelle 2 angegebenen Werten entsprechen.
Tabelle 2 In Millimetern
| Blattbreite | Maximale Abweichungen in der Breite bei Blechdicke | |
| Von 5,0 bis 10,0 | Von 11,0 bis 20,0 | |
| 500, 600, 700, 800 | 0 -15 |
0 -20 |
4.3 Die Länge der Bleche sollte 500-2000 mm betragen.
Die Platten werden in Maßlängen, Vielfachen von 100 mm und in ungemessenen Längen hergestellt.
Maximale Längenabweichungen von Blechen aus Mess- und Mehrfachmesslängen dürfen minus 20 mm nicht überschreiten.
4.4 Die Dicke von Warmband und die dafür zulässigen maximalen Abweichungen müssen den in Tabelle 3 angegebenen Werten entsprechen.
Tabelle 3 In Millimetern
| Banddicke | Maximale Abweichungen in der Banddicke |
5,0-6,0 7,0-8,0 9,0-10,0 11.0 12,0 13,0-14,0 15,0-17,0 18,0-20,0 |
von 0 bis -0,35 von 0 bis -0,40 von 0 bis -0,50 von 0 bis -0,60 von 0 bis -0,70 von 0 bis -0,80 von 0 bis -0,90 von 0 bis -1,2 |
| Hinweis: Auf Kundenwunsch werden Warmbänder mit engeren Maximaldickentoleranzen hergestellt. | |
4
GOST 6235-2020
4.5 Die Breite von Warmband und die dafür zulässigen maximalen Abweichungen müssen den in Tabelle 4 angegebenen Werten entsprechen.
Tabelle 4 In Millimetern
| Bandbreite | Maximale Abweichungen der Breite bei Banddicke | ||
| 5,0 | Von 6,0 bis 10,0 | Von 11,0 bis 20,0 | |
| 100, 150, 300 | 0 -4,0 |
0 -10,0 |
- |
| 100, 150 | - | - | 0 -15,0 |
| 300 | - | - | 0 -20,0 |
| Hinweis: Auf Kundenwunsch werden Warmbänder mit engeren maximalen Breitentoleranzen hergestellt. | |||
4.6 Die Länge der warmgewalzten Bänder sollte 400-2000 mm betragen.
Warmgewalzte Bänder werden in Maß-, Mehrfachmaß- und Nichtmaßlängen hergestellt.
Die maximalen Längenabweichungen von Warmband dürfen minus 15 mm nicht überschreiten.
4.7 Die Dicke kaltgewalzter Bänder und die dafür geltenden maximalen Abweichungen müssen den in Tabelle 5 angegebenen Werten entsprechen.
Tabelle 5 In Millimetern
| Banddicke | Maximale Abweichungen in der Banddicke |
| 1.0 | 0 -0,08 |
| 1,2 | 0 -0,09 |
| 1,5 | 0 -0,10 |
| 1,8-2,0 | 0 -0,11 |
| 2,5-3,0 | 0 -0,12 |
| 3.5 | 0 -0,16 |
| 4.0 | 0 -0,18 |
| 4,5-5,0 | 0 -0,20 |
| 5,5-8,0 | 0 -0,25 |
| 9,0-10,0 | 0 -0,30 |
4.8 Die Breite kaltgewalzter Bänder und die dafür geltenden maximalen Abweichungen müssen den in Tabelle 6 angegebenen Werten entsprechen.
Tabelle 6 In Millimetern
| Bandbreite | Maximale Abweichungen der Breite bei Banddicke | |||
| von 1,0 bis 1,5 | von 1,5 bis 3,0 | von 3,5 bis 5,5 | von 6,0 bis 10,0 | |
40,42,45,48,50,52,55, 60,63,65,70,75,80,85,90,95,100,105, 110,120,125,130,140,150,160,170 |
0 -1 |
0 -2 |
- | - |
5
GOST 6235-2020
Ende der Tabelle 6 In Millimetern
| Bandbreite | Maximale Abweichungen der Breite bei Banddicke | |||
| von 1,0 bis 1,5 | von 1,5 bis 3,0 | von 3,5 bis 5,5 | von 6,0 bis 10,0 | |
175,180,190,200,210,220,240,250,260, 280.300 |
0 -2 |
0 -3 |
0 -4 |
0 -10 |
| 400 | 0 -3 |
0 -3 |
- | - |
4.9 Die Länge kaltgewalzter Bänder sollte 400-2000 mm betragen.
Kaltgewalzte Bänder werden in Maß-, Mehrfachmaß- und Nichtmaßlängen hergestellt.
Die maximalen Abweichungen in der Länge der Streifen dürfen minus 10 mm nicht überschreiten.
Hinweis: Das theoretische Gewicht von 1 m² Platten und Streifen ist in Anhang A angegeben.
4.10 Nach Vereinbarung zwischen Verbraucher und Hersteller können Bleche und Streifen in Zwischengrößen hinsichtlich Dicke und Breite hergestellt werden, wobei die maximalen Abweichungen zur nächstgrößeren Größe in den Tabellen 1-6 angegeben sind.
4.11 Nach Vereinbarung zwischen Verbraucher und Hersteller dürfen Bleche und Bänder mit maximalen Abweichungen in Dicke und Breite hergestellt werden, die von den in den Tabellen 1-6 angegebenen abweichen.
4.12 Konventionelle Bezeichnungen von Blechen und Bändern sind gemäß dem Diagramm anzugeben:
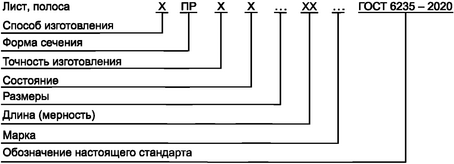
Es werden folgende Abkürzungen verwendet:
Herstellungsverfahren: kaltgewalzt - D,
warmgewalzt - G;
Querschnittsform: rechteckig - PR;
Zustand: weich - M,
fest - T;
Länge (Dimension): Vielfaches der Dimension - KD,
dimensionslos - ND.
Fehlende Daten werden durch ein "X" ersetzt.
Beispiele für gebräuchliche Bezeichnungen:
Warmgewalztes Blech, 5,0 mm dick, 500 mm breit, 1000 mm lang, aus Nickel der Güte NP2:
Blatt GPRHH 5,0×500×1000 NP2 GOST 6235-2020
Warmgewalztes Band, 9,0 mm dick, 150 mm breit, 1500 mm lang, aus Nickel der Güte NP3:
Streifen GPRXX 9,0×150×1500 NP3 GOST 6235-2020
Kaltgewalztes Band 8,0 mm dick, 100 mm breit, 1000 mm lang, aus Nickel der Güte NP2:
Streifen DPRXX 8,0×100×1000 NP2 GOST 6235-2020
5 Technische Anforderungen
5.1 Bleche und Bänder werden gemäß den Anforderungen dieser Norm aus den Nickelsorten NP1, NP2, NP3 und NP4 mit einer chemischen Zusammensetzung gemäß GOST 492 hergestellt.
6
GOST 6235-2020
5.2 Je nach Werkstoffzustand entstehen kaltgewalzte Bänder in weichen und harten Ausführungen.
5.3 Die Oberfläche von Blechen und Bändern muss frei von Verunreinigungen sein, die die Sichtprüfung behindern.
5.4 Es dürfen keine Defekte an der Oberfläche vorhanden sein, die dazu führen, dass Bleche und Bänder bei der Kontrollreinigung die maximalen Dickenabweichungen überschreiten.
Darüber hinaus ist auf der Oberfläche warmgewalzter Bleche und Bänder ein geringfügiges Abwalzen von Zunder zulässig, das bei der Kontrollreinigung nicht dazu führt, dass die Bleche und Bänder die maximalen Dickenabweichungen überschreiten.
Auf der Oberfläche kaltgewalzter Bänder sind örtliche Nachdunkelungen, Anlauffarben und Spuren von unverbranntem Fett zulässig.
Die Anforderungen an die Oberflächenqualität werden auf Grundlage von nach dem festgelegten Verfahren freigegebenen Mustern festgelegt.
5.5 Nach Vereinbarung zwischen Verbraucher und Hersteller können Bleche und Bänder mit von 5.4 abweichenden Anforderungen an die Oberflächenqualität hergestellt werden.
5.6 Platten und Streifen müssen gleichmäßig geschnitten sein.
5.7 Die Schnittschräge darf die maximalen Breiten- und Längenabweichungen von Blechen und Streifen nicht überschreiten.
5.8 Auf Wunsch des Verbrauchers dürfen Platten und Streifen keine gewellten, faltigen oder eingerissenen Kanten sowie keine Grate an der Kante aufweisen.
5.9 Warmgewalzte Bleche und Bänder werden mit einer Dicke von über 20 mm ohne Kantenbeschnitt hergestellt, wobei die maximalen Dickenabweichungen durch Vereinbarung zwischen Verbraucher und Hersteller festgelegt werden.
5.10 Nach Vereinbarung zwischen Verbraucher und Hersteller können Platten und Streifen mit von den in 5.7 und 5.8 angegebenen Anforderungen an die Kantenqualität hergestellt werden.
5.11 Platten und Streifen dürfen keine Delamination aufweisen.
5.12 Auf Wunsch des Kunden müssen weiche Bänder einem Kaltbiegeversuch in einem Winkel von 180° um einen Dorn mit einem Krümmungsradius gleich der Banddicke standhalten, ohne dass sich Riss- oder Bruchspuren bilden.
5.13 Nach Vereinbarung zwischen Verbraucher und Hersteller können die Anforderungen an Biegeprüfungen von Weichstreifen von den in 5.12 angegebenen abweichen.
5.14 Auf Kundenwunsch darf die Sichelform von kaltgewalzten Bändern 3 mm pro 1 m Länge nicht überschreiten.
5.15 Nach Vereinbarung zwischen Verbraucher und Hersteller können Platten und Streifen mit Anforderungen an die Halbmondform hergestellt werden, die von den in 5.14 angegebenen abweichen.
5.16 Auf Wunsch des Kunden müssen die mechanischen Eigenschaften von Blechen und Bändern den in Tabelle 7 angegebenen Werten entsprechen.
Tabelle 7
| Materialbeschaffenheit | Zugfestigkeit, MPa (kgf/mm²), nicht weniger als | Relative Dehnung, % nicht weniger als | Extrusionstiefe (nach Eriksen mit Stempelradius von 10 mm), mm, nicht weniger als |
Warmgewalzt Weich Solide |
370 (38) 370 (38) 540 (55) |
15 35 2 |
- 8,5 - |
5.17 Nach Vereinbarung zwischen Verbraucher und Hersteller können Bleche und Bänder mit anderen mechanischen Eigenschaften als den in Tabelle 7 angegebenen hergestellt werden.
Die Extrusionstiefenwerte für den Kugeldimple-Ziehversuch können von den in Tabelle 7 angegebenen Werten abweichen.
6 Annahmeregeln
6.1 Bleche und Bänder werden chargenweise abgenommen. Eine Charge muss aus Blechen und Bändern gleicher Nickelqualität, gleicher Größe und gleichem Werkstoffzustand bestehen und von einem Qualitätsdokument begleitet sein, das Folgendes enthält:
- Warenzeichen oder Name des Herstellers und Warenzeichen;
- Name des Herstellungslandes;
- Rechtsadresse des Herstellers und/oder Verkäufers;
7
GOST 6235-2020
- konventionelle Bezeichnung;
- Chargennummer;
- Testergebnisse;
- Brutto- und Nettogewicht der Partie;
- Anzahl der Laderäume.
Das Chargengewicht darf 2500 kg nicht überschreiten.
Es ist zulässig, für mehrere Chargen von Nickelblechen oder -streifen der gleichen Qualität, der gleichen Größe und des gleichen Zustands, die an den gleichen Verbraucher geliefert werden, ein Qualitätsdokument unter Angabe der Chargennummern auszustellen.
6.2 Zur Kontrolle der Abmessungen und Oberflächenqualität von Blechen und Bändern wird ein einstufiger Normalstichprobenplan zur alternativen Kontrolle gemäß GOST 18242 mit einer Akzeptanzquote von 4 % verwendet.
Die Auswahl der Bleche und Streifen aus einer Charge zu einer Probe erfolgt "blind" (mit der Methode der größten Objektivität) gemäß GOST 18321.
Die Anzahl der auszuwählenden Bleche und Streifen wird gemäß Tabelle 8 bestimmt.
Tabelle 8
| Anzahl der Blätter und Streifen in einer Charge, Stk. | Anzahl der kontrollierten Blätter und Streifen, Stk. |
4-25 26-90 91-150 151-280 281-500 501-1200 1201-3200 |
3 13 20 32 50 80 125 |
| Hinweis: Wenn die Chargengröße drei Blätter oder Streifen nicht überschreitet, wird jedes Blatt oder jeder Streifen geprüft. | |
Die Anzahl der Blätter und Streifen in einer Partie und die Anzahl der kontrollierten Bereiche auf einem Blatt oder Streifen werden gemäß den in 7.2 angegebenen Formeln (1) und (2) bestimmt.
Die Anzahl der Kontrollpunkte auf jedem ausgewählten Blech oder Streifen wird in Abhängigkeit von der Gesamtzahl der 100 mm langen Abschnitte um den Umfang des Blechs oder Streifens gemäß Tabelle 9 bestimmt.
Wenn der Umfang kein Vielfaches von 100 mm ist, wird der letzte Abschnitt mit einer Länge von weniger als 100 mm als ein Abschnitt betrachtet.
Tabelle 9
| Anzahl der Abschnitte auf einem Blatt oder Streifen, Stk. | Anzahl der kontrollierten Punkte auf einem Blatt oder Streifen, Stk. | Ablehnungsnummer |
4-25 26-90 91-150 |
3 13 20 |
1 2 3 |
Das geprüfte Blech oder Band gilt als akzeptabel, wenn die Anzahl der Messergebnisse, die die Anforderungen der Abschnitte 4 und 5 nicht erfüllen, kleiner ist als die in Tabelle 9 angegebene Ablehnungszahl.
Sollten bei mindestens einem der kontrollierten Bleche oder einem Streifen unbefriedigende Messergebnisse vorliegen, wird die Charge zurückgewiesen.
Bei einem nicht zufriedenstellenden Ergebnis ist es dem Hersteller gestattet, eine vollständige Überprüfung durchzuführen.
Dem Hersteller ist es gestattet, während des Herstellungsprozesses eine Qualitätskontrolle der Oberfläche und der Abmessungen des Blechs durchzuführen, sofern die Qualität der Bleche den Anforderungen dieser Norm entspricht.
8
GOST 6235-2020
6.3 Zur Prüfung auf Biegung, Wölbung und Schnittschräge werden aus einer Partie vier Streifen ausgewählt.
6.4 Für den sphärischen Dimple-Extensionstest werden aus der Charge vier weiche Streifen mit einer Dicke von 1,0 und 1,2 mm ausgewählt.
6.5 Zur Überprüfung der chemischen Zusammensetzung werden vier Bleche oder Streifen aus einer Charge ausgewählt. Der Hersteller darf zur Überprüfung der chemischen Zusammensetzung eine Probe aus der Metallschmelze entnehmen.
6.6 Bei unbefriedigenden Ergebnissen der Zug-, Biege-, Extrusions- und chemischen Analyseprüfungen sowie der Breiten-, Längen- und Oberflächenqualitätskontrolle ist eine Wiederholungsprüfung an einer Doppelprobe aus derselben Charge durchzuführen. Die Ergebnisse der Wiederholungsprüfung sind auf die gesamte Charge auszudehnen.
7 Kontroll- und Prüfmethoden
7.1 Die Qualitätskontrolle der Oberfläche von Blechen und Bändern erfolgt mittels eines statistischen Verfahrens, das die angegebene Oberflächenqualität mit einer Wahrscheinlichkeit von 96 % sicherstellt. Die Oberflächenprüfung von Blechen und Bändern erfolgt ohne den Einsatz von Vergrößerungsgeräten.
7.2 Die Dicke der Bleche wird in einem Abstand von mindestens 100 mm vom Scheitelpunkt der Ecke und mindestens 10 mm von der Kante des Blechs oder Streifens mit einem Mikrometer gemäß GOST 6507, einem Messschieber gemäß GOST 166 oder einem Dickenmessgerät gemäß GOST 11358 gemessen.
Die Abmessungen von Blechen und Bändern werden mit einer festgelegten Wahrscheinlichkeit von 96 % geprüft. Die Ergebnisse der Messung der Abmessungen von Blechen und Bändern, die die Anforderungen der Tabellen 1-6 nicht erfüllen, dürfen nicht mehr als die Hälfte des Toleranzfeldes von den zulässigen Werten abweichen.
Die Anzahl der Blätter oder Streifen in einer Charge M, Stk., wird nach der Formel berechnet
M = 10 6 · , (1)
wobei P das Chargengewicht in kg ist;
Y - Materialdichte, g/cm³;
h - Dicke des Blechs, Streifens, mm;
b - Blech, Streifenbreite, mm;
l - Länge des Blechs, Streifens, mm.
Die Anzahl der kontrollierten Bereiche auf einem Blatt, Streifen N, Stk., wird nach der Formel berechnet
N = , (2)
wobei l die Länge des Blechs bzw. Streifens in mm ist;
b - Blech, Streifenbreite, mm.
Die Breite und Länge der Blätter werden mit einem Lineal gemäß GOST 427 oder einem Maßband gemäß GOST 7502 gemessen.
Es ist zulässig, die Abmessungen von Blechen und Bändern im Herstellerwerk mit anderen Messmitteln zu kontrollieren, die die erforderliche Genauigkeit gewährleisten. Bei Unstimmigkeiten erfolgt die Kontrolle mit statistischen Kontrollmethoden.
7.3 Für den Zugversuch wird aus jedem ausgewählten Blech oder Streifen entlang der Walzrichtung eine Probe geschnitten. Die Proben für den Zugversuch werden gemäß GOST 24047 ausgewählt.
Zugversuche werden gemäß GOST 1497 an Proben des Typs I oder II mit einer anfänglichen berechneten Probenlänge l0 = 5,65 mm ( F0 ist die anfängliche Querschnittsfläche der Probe) und einer Breite von 20 mm für Bleche und Bänder mit einer Dicke von 7 mm oder weniger und einer Breite von 30 mm für Bleche und Bänder mit einer Dicke von 8,0 mm oder mehr durchgeführt.
7.4 Die Halbmondform und die Schrägheit des Schnitts werden gemäß GOST 26877 bestimmt.
7.5 Für den Biegeversuch wird aus jedem ausgewählten Streifen eine Probe in Walzrichtung geschnitten. Der Biegeversuch wird gemäß GOST 14019 durchgeführt.
7.6 Für den Extrusionstest wird aus jedem ausgewählten Streifen eine Probe geschnitten. Der Extrusionstest wird gemäß GOST 10510 durchgeführt.
7.7 Zur Bestimmung der chemischen Zusammensetzung wird aus jedem ausgewählten Streifen oder Blech gemäß GOST 24231 eine Probe geschnitten. Die chemische Zusammensetzung wird gemäß GOST 13047.1 - GOST 13047.4, GOST 13047.6, GOST 13047.7, GOST 13047.14, GOST 13047.17, GOST 13047.18, GOST 6689.1 - GOST 6689.22, GOST 6012 bestimmt.
9
GOST 6235-2020
Es ist zulässig, chemische Analysen mit anderen beschleunigten Methoden durchzuführen, deren Genauigkeit den angegebenen nicht nachsteht.
Sollten bei der Beurteilung der chemischen Zusammensetzung Unstimmigkeiten auftreten, erfolgt die Analyse gemäß GOST 13047.1 - GOST 13047.4, GOST 13047.6, GOST 13047.7, GOST 13047.14, GOST 13047.17, GOST 13047.18, GOST 6689.1 - GOST 6689.22, GOST 6012.
7.8 Dem Hersteller ist es gestattet, andere Kontrollmethoden anzuwenden, die die erforderliche Genauigkeit gewährleisten.
7.9 Die Messergebnisse werden gemäß den geltenden Vorschriften des Staates, der den Standard übernommen hat, gerundet*.
8 Verpackung, Kennzeichnung, Transport und Lagerung
8.1 Kaltgewalzte Bänder bis einschließlich 2,00 mm Dicke werden in Bündeln verpackt. Die Bündel müssen in Papier eingewickelt und oben und unten mit Brettern oder Holzschilden geschützt sein, deren Abmessungen der Breite und Länge des Bündels entsprechen. Die Bündel müssen an mindestens zwei Stellen kreuzweise mit Stahl- oder Kunststoffband von mindestens 0,3 × 20 mm oder Draht von mindestens 2 mm Durchmesser verschnürt sein.
Befestigen Sie die Drahtenden durch mindestens dreifaches Verdrehen und das Band durch Verriegeln.
Bleche und Bänder mit einer Dicke von mehr als 2,00 mm müssen in Paketen mit einseitigem Schutz durch Schilder entsprechend den Paketmaßen, wie oben angegeben, verpackt werden.
Bleche und Bänder mit einer Dicke von mehr als 5,00 mm dürfen nicht zu Bündeln verschnürt werden.
8.2 Das Bruttogewicht der Blätter in einem Paket darf 80 kg nicht überschreiten.
Nach Vereinbarung zwischen Verbraucher und Hersteller darf das Gewicht des Verpackungsraums 80 kg überschreiten.
8.3 Blätter und Streifen werden in Papier eingewickelt und in dichten Holz- oder Gitterboxen der Typen I-VIII gemäß GOST 2991 und GOST 10198 oder anderen Boxen gemäß technischer Dokumentation mit mechanischen Festigkeitsstandards gemäß GOST 26838 verpackt und innen mit wasserfestem Papier ausgekleidet.
Warmgewalzte Bleche und Bänder dürfen nicht verpackt werden.
Das Bruttogewicht der Kiste darf 500 kg nicht überschreiten.
Abmessungen der Kartons - gemäß GOST 21140 oder anderer technischer Dokumentation.
8.4 Frachtstücke (Kisten, Pakete und einzelne Blätter und Streifen) werden gemäß GOST 24597 in Transportpakete zusammengefasst.
Befestigungsmittel für Transportverpackungen - gemäß GOST 21650.
Beim maschinellen Be- und Entladen darf das Gewicht eines Frachtstücks bzw. Transportpakets 1250 kg nicht überschreiten.
Andere Methoden und Mittel zur Bildung von Paketen gemäß der technischen Dokumentation sind unter Berücksichtigung der Anforderungen von GOST 26663, GOST 24597, GOST 21650 zulässig.
Die Verpackung erfolgt auf Paletten gemäß GOST 33757 oder ohne Paletten mit mindestens 50 mm hohen Stangen und Umreifung in Längs- und Querrichtung mit Draht von mindestens 2 mm Durchmesser oder Klebeband von mindestens 0,3 × 20 mm Größe. Die Enden der Drähte werden durch mindestens fünf Umdrehungen befestigt, und die Bänder werden in einem Schloss befestigt.
8.5 Der Transport von Blechen und Streifen in Behältern gemäß GOST 15102, GOST 22225, GOST 20435 und GOST 18477 oder gemäß technischer Dokumentation ist ohne Verpackung in Kartons, Papier, Kunststoff und Vliesstoffen und ohne Schutz durch Holzbretter zulässig. In diesem Fall muss Karton zwischen die Packungsreihen gelegt werden.
Beim Transport in Containern müssen Platten und Bänder so verlegt und befestigt werden, dass sie sich im Container nicht bewegen können. Darüber hinaus müssen sie vor Verschmutzung und mechanischer Beschädigung geschützt werden.
8.6 Am Ende jedes Blattes oder Streifens, der nicht zu Bündeln zusammengebunden ist, muss ein Etikett angebracht, befestigt oder aufgeklebt werden, auf dem angegeben ist:
- Warenzeichen oder Name und Warenzeichen des Herstellers;
- Name des Herstellungslandes;
- konventionelle Bezeichnung der Blätter;
- Chargennummern;
- Stempel der technischen Kontrolle.
* Es gilt ST SEV 543-77 "Zahlen. Regeln zur Erfassung und Rundung".
10
GOST 6235-2020
Beim Versand von zu Paketen gebündelten Blättern und Streifen werden die oben genannten Daten auf einem Etikett angebracht, das auf dem Paket befestigt oder auf den obersten Streifen bzw. das oberste Blatt des Pakets geklebt wird.
8.7 Jedem Laderaum, jeder Kiste oder jedem Container müssen Packlisten beiliegen oder beigefügt sein, die Folgendes enthalten:
- Warenzeichen oder Name und Warenzeichen des Herstellers;
- Name des Herstellungslandes;
- konventionelle Bezeichnung der Blätter;
- Chargennummer;
- Nettogewicht;
- Bruttogewicht;
- Packernummer.
8.8 Transportkennzeichnung - gemäß GOST 14192 mit Anbringung des Handhabungszeichens "Vor Feuchtigkeit schützen".
Beim Transport von Waren per Flugzeug müssen die Etiketten aus Holz oder Metall bestehen und beidseitig angebracht sein.
8.9 Als Verpackungsmittel, Materialien und Befestigungsmittel sind zu verwenden:
- Papier gemäß GOST 8273, GOST 8828;
- Wellpappe gemäß GOST 7376;
- Karton gemäß GOST 7933;
- synthetische und nicht gewebte Materialien gemäß technischer Dokumentation;
- Bretter und Paneele gemäß technischer Dokumentation;
- Bänder gemäß GOST 3560;
- Draht gemäß GOST 3282;
- Kunststoffband gemäß technischer Dokumentation.
Es ist zulässig, andere Arten von Verpackungsmaterialien zu verwenden, deren Festigkeit den oben aufgeführten nicht nachsteht, sowie andere Arten und Methoden der Verpackung, die die Erhaltung der Produktqualität gewährleisten.
8.10 Verpackung von Blechen und Bändern, die für den Versand in die Regionen des Hohen Nordens und vergleichbare Orte bestimmt sind - gemäß GOST 15846 für die Gruppe "Metalle und Metallprodukte".
8.11 Der Transport von Blechen und Bändern erfolgt mit allen Transportarten in gedeckten Fahrzeugen gemäß den für die jeweilige Transportart geltenden Transportvorschriften und Bedingungen für die Beladung und Ladungssicherung.
8.12 Bleche und Bänder für den Seetransport werden gemäß GOST 26653 transportiert.
8.13 Platten und Streifen müssen in geschlossenen Räumen, in Kisten oder auf Regalen, Paletten und Gestellen gelagert werden. Während der Lagerung und des Transports müssen Platten und Streifen vor mechanischer Beschädigung, Feuchtigkeit und aktiven Chemikalien geschützt werden.
Der Verbraucher muss die Platten und Streifen mindestens zwei Tage lang in der Herstellerverpackung im Lager aufbewahren, um die Temperatur der Platten und Streifen an die Raumtemperatur anzupassen. Nach diesem Zeitraum müssen sie ausgepackt werden.
Bei Einhaltung der vorgeschriebenen Transport- und Lagerbedingungen verändern sich die Gebrauchseigenschaften von Blechen und Bändern nicht.
11
GOST 6235-2020
Anhang A
(informativ)
Dicke und theoretisches Gewicht von 1 m² warmgewalzten Blechen und warmgewalzten
und kaltgewalzte Bänder
Tabelle A.1
| Blechdicke, Streifen, mm | Theoretisches Gewicht von 1 m², Platte, Streifen, kg | Blechdicke, Streifen, mm | Theoretisches Gewicht von 1 m², Platte, Streifen, kg |
1.0 1,2 1,5 1.8 2.0 2.5 3.0 3.5 4.0 4.5 5,0 5.5 6,0 6.5 |
8,90 10,68 13.35 16.02 17,80 22.25 26,70 31.15 35,60 40,05 44,50 48,95 53,40 57,85 |
7,0 8,0 9,0 10,0 11.0 12,0 13,0 14,0 15,0 16,0 17,0 18,0 19,0 20,0 |
62,30 71,20 80,10 89,00 97,90 106,80 115,70 124,60 133,50 142,40 151,30 160,20 169,10 178,00 |
| Hinweis: Bei der Berechnung der theoretischen Masse von Blechen und Bändern wird die Dichte von Nickel mit 8,9 g/ cm3 angenommen. | |||
UDC 669.3.413;418:2:006.354 ISS 77.150.60
Schlüsselwörter: Nickelbleche und -bänder, kaltgewalzt, warmgewalzt, Sortiment, technische Anforderungen, Kontrolle, Abnahmeregeln









